
不锈钢板风管的焊接工艺
风管的焊接工艺您了解吗?下面不锈钢板风管厂家为您介绍不锈钢板风管的焊接工艺。
风管的焊接工艺您了解吗?下面不锈钢板风管厂家为您介绍不锈钢板风管的焊接工艺:
①不锈钢板风管的焊接,可用非熔化极氩弧焊;当板材的厚度大于1.2 mm 时,可采用直流 电焊机反极法进行焊接,但不得采用氧乙炔气焊焊接。焊条或焊丝材质应与母材相同,机械 强度不应低于母材。
②焊接前,应将焊缝区域的油脂、污物清除干净,以防止焊缝出现气孔、砂眼。清洗可用汽 油、丙酮等进行。
③用电弧焊焊接不锈钢时,应在焊缝的两侧表面涂上白垩粉,防止飞溅金属粘附在板材的表 面,损伤板材。
④焊接后,应注意清除焊缝处的熔渣,并用不绣钢丝刷或铜丝刷刷出金属光泽,再用酸洗膏 进行酸洗钝化,最后用热水清洗干净。
⑤风管应避免在风管焊缝及其边缘处开孔。
风管的加固,其应符合的规定要求,其主要是为:
(1)对风管进行加固的话,那么应采用楞筋、立筋、角钢、扁钢、加固筋及管内支撑等这些,可以根据实际情况和需求,来选择最合适的一种。
(2)采用楞筋或楞线加固的话,那么其排列应是规则的,其间隔应是均匀的。而且,对于板面,不应有明显的变形等问题。
(3)采用角钢或是加固筋的话,那么也应该排列整齐,而且均匀对称才行。其的高度,应不大于法兰宽度。
(4)采用管内支撑的话,那么其各个支撑点之间,以及与风管边沿或法兰间距,都应是均匀的,数值上不应大于950mm。
(声明:文章来源于网络,不代表本站观点及立场,版权归原作者所有,若有侵权或异议请联系更正或删除)
上一篇:
螺旋风管有效的清洗方...
下一篇:
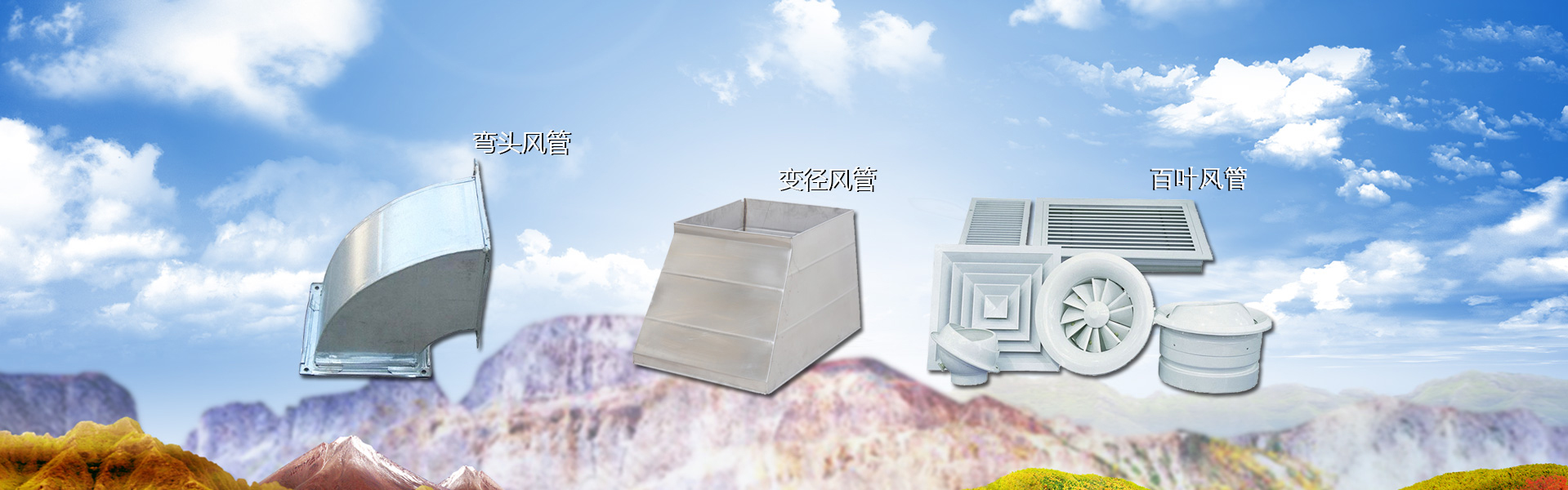
各类风管的功能对比